
Top
The Problem
Glossary
Manual vs Lean
The Flow
ROI
Maturity Audit

LEAN ASSEMBLY
DIAGNOSTIC VERIFIED
The Hidden Factory: Why “Passed” Cables Are Still Costing You Money
In many UK cable assembly houses, “Lean” is misunderstood as a corporate luxury for automotive giants. In reality, for bespoke shops with high manual intervention, Lean Cable Assembly is a mechanical necessity for profitability.
Most facilities operate a “Hidden Factory” alongside their visible production line. This is the unmapped cycle of rework, manual debugging, and “informal” testing that consumes up to 40% of your operational capacity. When you rely on manual continuity testing with multimeters or “home-built” test boxes, you aren’t just testing quality—you are subsidising failure. A cable that requires three manual “re-tests” to pass hasn’t been validated; it has been “nursed” through production at the expense of your margin.
From Cost Centre to Profit Driver
-
The Cost Centre: A test bench that only tells you if a cable is bad.
-
The Profit Driver: A system that tells you why your process is failing.
Every minute spent fixing a mistake from yesterday is a minute stolen from a profitable shipment today.
Rework doesn’t just cost you parts; it costs you your future schedule.
At Cimbian UK, we treat the test bench as the primary tool for Process Improvement, not just a pass/fail hurdle.
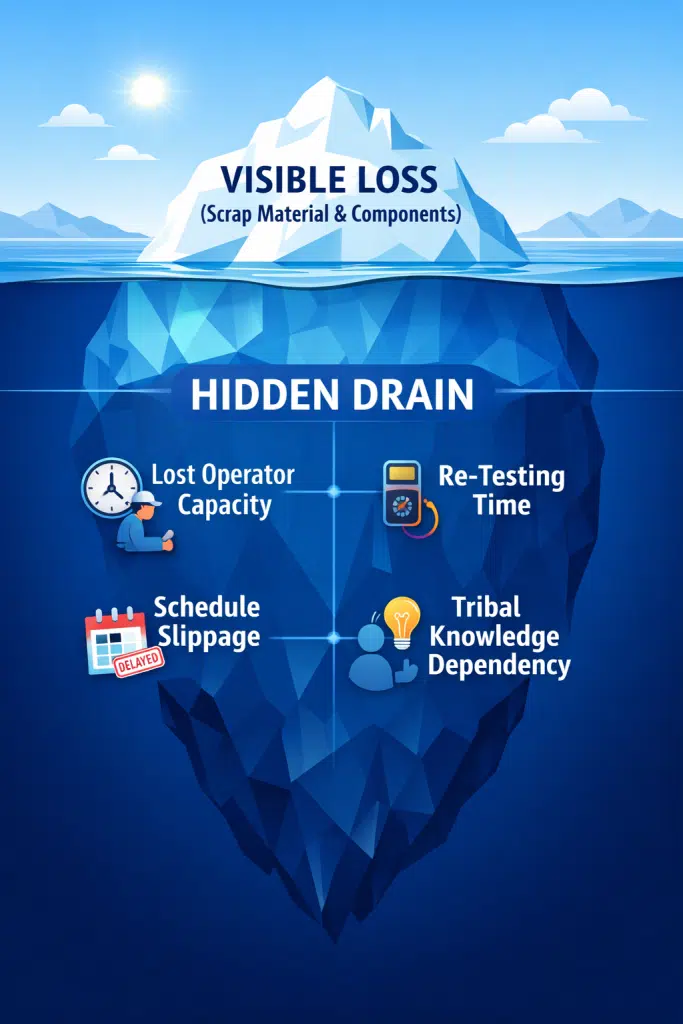
“Infographic: The Hidden Cost of Rework Iceberg. This graphic illustrates that visible manufacturing losses are only a small fraction of the total cost.
Above the waterline, ‘Visible Loss’ is represented by the tip of the iceberg, consisting of Scrap Material and Components.
Below the waterline, the vast majority of the iceberg represents the ‘Hidden Drain’ on a business. This submerged section identifies four key areas where profitability leaks away:
-
Lost Operator Capacity—every minute spent on rework is a minute stolen from new, profitable production.
-
Re-Testing Time—the secondary labour cost of verifying a repaired assembly.
-
Schedule Slippage—the knock-on effect of rework causing delays to other customer orders.
-
Tribal Knowledge Dependency—the risk of quality being held in the heads of a few individuals rather than standardised in the process.
The graphic concludes that by using CableEye to automate the test bench, these hidden drains are eliminated by improving the process at the source.”
The next 20 minutes of reading will show you how to reclaim the 90% below the surface.
Lean Cable Assembly: A Glossary of Terms

Muda (Waste)
In cable assembly, Muda is any activity that consumes resources but adds no value to the final harness.
-
The CableEye Connection: By automating the test, you eliminate the wastes of Waiting (for manual probing) and Defects (human error in reading a multimeter).

Poka-Yoke (Error-Proofing)
A mechanism that helps an operator avoid mistakes. Its purpose is to eliminate defects by preventing, correcting, or drawing attention to human errors as they occur.
-
The CableEye Connection: Using Light-Guided Assembly or Barcode-driven test loading. If the operator tries to test the wrong cable or plug into the wrong port, the system physically prevents the test from proceeding.

SMED (Single-Minute Exchange of Die)
A method for reducing the time it takes to change over a line from one product to the next.
-
The CableEye Connection: Using standard, quick-connect interfaces and Software-driven “Self-Learn” profiles. Switching from an 8-pin DIN cable to a 50-pin D-Sub should take seconds, allowing you to run small batches profitably.

Andon (Visual Signal)
A system used to notify management, maintenance, or other workers of a quality or process problem.
-
The CableEye Connection: The large, colour-coded PASS/FAIL screen and audible tones. It provides an immediate “Andon” signal to the operator and supervisor, ensuring that a fault is never hidden.

Takt Time
The rate at which a finished product needs to be completed in order to meet customer demand.
-
The CableEye Connection: If your Takt Time is 5 minutes per harness, but your manual test takes 6 minutes, the test bench is your bottleneck. Automated ATE brings the test time down to seconds, ensuring the bench never dictates the pace of the factory.

VSM (Value Stream Mapping )
A flowchart method used to illustrate, analyse, and improve the steps required to deliver a product.
-
The CableEye Connection: Digital logs provide the data for your VSM. You can see exactly how long each assembly takes and where the “rework loops” are happening, allowing for data-driven process changes.

Jidoka (Autonomation)
A system used to notify management, maintenance, or other workers of a quality or process problem.
- “Intelligent Automation”—giving a machine the ability to detect a problem and stop itself for human intervention.
-
-
The CableEye Connection: If a HiPot test detects an insulation failure, the system stops instantly and logs the exact location of the fault. The machine “watches” the quality, so the operator doesn’t have to guess and then notifies the operator of the fault.
Automation + Human = ‘Autonomation‘
-

Gemba (The Real Place)
The place where the actual work happens. In your case, the assembly bench.
-
The CableEye Connection: Lean isn’t solved in the boardroom; it’s solved at the Gemba. Putting a tester directly on the assembly bench ensures quality is verified where the value is created.

Hataraki vs. Ugoki (Work vs. Motion)
Hataraki is “Value-Added Work”—the specific moments a cable is being crimped, soldered, or tested. Ugoki is “Wasteful Motion”—the time spent reaching for tools, searching for drawings, or walking to a central PC.
-
The CableEye Connection: We eliminate Ugoki by bringing the digital drawing, barcode scanner, and test interface into a single “strike zone” at the assembly bench. By removing the need to move away from the workstation, we ensure the operator’s time is spent on Hataraki (Action), not Ugoki (Motion).
The “Good Enough” Trap: Why Optimisation Falls Off the To-Do List
We understand the reality of the UK shop floor. When you are balancing shifting lead times, material shortages, and a complex “high-mix” order book, just getting a test bench working is a victory.
If the cable passes and the customer is happy, returning to that setup to “optimise it for Lean” feels like a luxury you don’t have time for. You have the next build to worry about.
However, this “Good Enough” stage is often where profitability silently leaks away.
- The Setup Tax: If it takes 20 minutes to set up a test for a 5-minute build, you aren’t just losing time—you’re losing the ability to handle small, high-margin batches profitably.
- The “Just One More” Probing: When an operator has to “pre-test” with a multimeter because the main tester is too cumbersome to set up, that is a double-handling cost that scales with every unit.
- The Cognitive Load: A “working” system that requires the operator to remember three specific steps or look up a file manually is a system waiting for a human error.
At Cimbian, we don’t believe Lean should be a separate, time-consuming project. We see it as a mechanical necessity. Our goal is to move your test bench from “Working” to “Optimised” without adding to your workload, turning your verification stage into a source of speed rather than a bottleneck.
Eliminating “Tribal Knowledge”: The Lean Path to Scalability
In many UK cable shops, the most dangerous bottleneck isn’t a slow machine—it is Tribal Knowledge. This occurs when the “Standardised Work” exists only in the heads of your senior technicians.
If your production depends on “Dave” knowing the specific quirks of a complex aerospace harness or the exact sequence of a HiPot test, you are carrying a massive Waste of Talent and a high risk of Defects.
The Lean Transformation: Knowledge to Process
Lean manufacturing demands that the intelligence is built into the process, not just the person. This is where the CableEye system acts as the “Digital Custodian” of your standards.
- From Memory to Metadata: Instead of an operator remembering which test program to use, a Barcode Scan retrieves the exact specifications, including images of the connectors and step-by-step wiring instructions.
- Decoupling Skill from Execution: By using Guided Assembly, a less-experienced operator can produce the same high-quality results as a veteran. The system provides the “Poka-Yoke” (error-proofing) that prevents the next step from being taken until the current one is correct.
- Visual Management: Lean thrives on clear, visual signals. The CableEye interface replaces dense, technical schematics with intuitive, colour-coded graphics. Red means stop, Green means go. This removes the “mental processing” time and reduces fatigue-related errors.
Why This Matters for Your Margin
When knowledge is “Tribal,” you cannot scale. You are limited by the number of “experts” you have on the floor.
By standardising the test logic within CableEye software, you:
- Reduce Training Time: New starters become productive in hours, not weeks.
- Ensure Consistency: The test performed at 4 PM on a Friday is identical to the one performed at 8 AM on a Monday.
- Protect the Business: You remove the “Single Point of Failure” risk if a key staff member leaves or is absent.
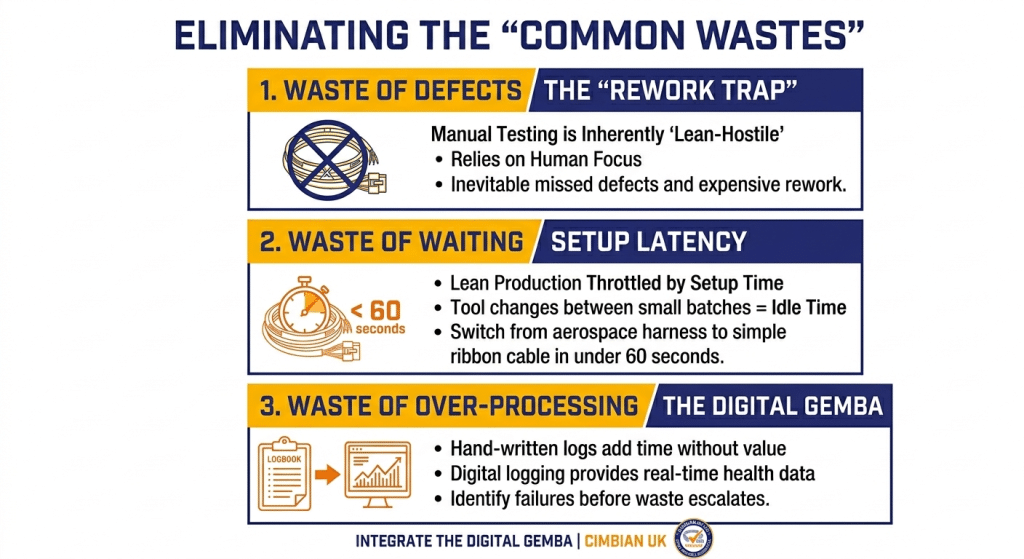
Eliminating the “Common Wastes” in Cable Testing
- Eliminating the Waste of Defects (Poka-Yoke) Manual continuity testing with a multimeter is inherently “Lean-Hostile.” It relies on human focus and manual cross-referencing, which inevitably leads to missed defects.
- The CableEye Solution: Automated test logic provides instant visual and audible feedback. By using barcode-driven testing, the correct programme is loaded automatically, ensuring that Standardised Work is followed perfectly every time.
- Reducing Setup Latency (The 60-Second Transition) Lean production is often killed by long setup times between small batches. If it takes 20 minutes to set up a test for a 5-minute build, your throughput is throttled.
- The CableEye Solution: The Self-Learn function and modular fixtures allow for near-instant transitions. You can switch from testing a complex aerospace harness to a simple ribbon cable in under 60 seconds. This eliminates the Waste of Waiting and makes small-batch production profitable.
- Data-Driven Gemba: Replacing Paper Logs Hand-written test logs are a Waste of Over-processing. They add significant time to the build without adding a single penny of value to the customer.
- The CableEye Solution: Every test result is digitally logged, providing a real-time view of your production health. If a specific workstation shows a trend of “Open Circuit” failures, you have the data to recalibrate a crimp tool or retrain an operator before the waste escalates.
The Anatomy of a Test: The 325-Point Reality
It is easy to underestimate a “simple” D-Sub 25 cable. To guarantee that every pin is connected to its partner and isolated from every other pin, you aren’t just doing 25 checks.
To prove 100% electrical integrity, you must perform 325 individual tests per cable.
The Integrity Formula
To prove 100% electrical integrity (Continuity + Isolation) for a connector with n pins, the total number of tests (T) is:
The Full Integrity Formula:
Where n is the number of pins.
For a D-Sub 25: [25(24) / 2] + 25 = 325 Individual Tests

Infographic: The Isolation Gap. A horizontal bar chart compares the depth of two testing methods for a standard D-Sub 25 cable.
The first bar is a short blue segment representing ‘Manual Continuity Testing,’ which covers only 25 individual tests—checking only the basic connections.
The second bar is a massive gold segment representing ‘CableEye Full Integrity Testing,’ which covers 325 individual tests.
This demonstrates that while a manual operator may find the 25 successful connections, they are missing the 300 points of isolation testing required to ensure no short circuits or leakage exist between pins. The caption concludes: Manual testing only checks the connections you know about; CableEye checks the 300 points of isolation you don’t.”
| The “Working” Bench (Manual) | The “Lean” Bench (CableEye®) |
|---|---|
| Search: 2 mins finding the right pin-out drawing. | Search: 2 seconds via Barcode scan. |
| Setup: 5 mins configuring a “buzz-box” or multimeter. | Setup: 0 seconds (Program auto-loads). |
| Execution: 10–15 mins of manual probing. | Execution: 1.5 seconds (325 tests done at once). |
| Documentation: 2 mins writing “Pass” on paper. | Documentation: 0 seconds (Digital log saved). |
| Total Labour: ~20 mins | Total Labour: < 10 seconds |
The reality of manually testing for 100% assurance… Try it yourself below!
Manual Test Complexity Calculator
Quantifying the manual actions and labour costs required for 100% test certainty.
Calculated for 100% certainty (Continuity + Isolation Matrix).
sThe “Before vs. After” Optimisation
When a manager says, “It’s working,” they usually mean they have successfully found the 25 continuity points. But in a Lean audit, we look at the Isolation Waste.
A manual operator rarely has the time to check every pin against every other pin (the 300 isolation tests). They assume if the 25 points are right, the rest is fine. This is a Waste of Defects waiting to happen.
On a CableEye system:
- You plug in the D-Sub 25.
- The system instantly executes all 325 tests (25 continuity + 300 isolation).
- The result is recorded before the operator has even reached for the next cable in the bin.
Why Optimisation is “Mechanical Necessity”
By moving from the “Working” manual method to a Lean automated method, you aren’t just saving 19 minutes of labour. You are:
- Eliminating Human Error: No more “missed pins” during manual probing.
- Capturing Data: You have 325 points of data for your QC records, rather than one handwritten tick-box.
- Freeing Capacity: That 19-minute saving, multiplied by a batch of 50, is 15 hours of production time returned to your week.
The Cost of the “Batch” Gamble
The top path of our diagram, Path A (Batch), represents the most common hidden drain on UK cable assembly profitability. When you build in batches, you are effectively gambling that your process was perfect for every single unit before you ever verify it.
-
The Batch Trap: If unit #1 has a swapped wire, and you build 50 units before testing, you haven’t made one mistake—you’ve mass-produced 50 mistakes.
-
The Rework Loop: As the red arrows show, finding an error at the end of a batch triggers a catastrophic “Rework Loop.” You now have to unpack, strip, fix, and re-test 50 cables.
-
Wasted Motion: Moving 50 cables to a separate test department is a classic Muda (Waste) of transportation.
Path B: The Physics of One-Piece Flow
By integrating a CableEye system directly at the assembly bench (the Gemba), you switch to Path B (Flow). This isn’t just about testing faster; it’s about changing the physics of your factory floor.
1. Immediate Feedback (Poka-Yoke)
In One-Piece Flow, the “Rework Loop” is reduced from hours to heartbeats. If the operator makes a mistake on Cable #1, the tester identifies it instantly. The error is corrected in seconds, and it is never repeated on Cable #2.
2. Zero “WIP” Latency
Cables no longer sit in bins waiting for a “Test Specialist” to become available. In Path B, a cable is built, verified, and packed in one continuous movement. Your Lead Time drops from days to minutes.
3. Shipping, Not Searching
When testing happens at the bench, “Documentation” and “Labelling” happen at the point of creation. You eliminate the Ugoki (Motion) of searching for results or matching test logs to physical parts.
The Lean Truth: A batch of 50 cables waiting for test is not an asset; it is a liability. One-Piece Flow ensures that every minute of labour is spent on a product that is already sold.

“Infographic Diagram: Comparing Lead Times – Batch vs. One-Piece Flow. The graphic displays two horizontally aligned paths.
Path A, labeled Batch, illustrates an inefficient workflow. It shows 50 Cables Built, 50 Cables Moved, and then 50 Cables Tested. Following the test is a Discovery of error in unit #1, marked by a large red cross. This leads to a final, significant step: 50 Cables Reworked, demonstrating mass-produced defects.
Path B, labeled Flow, shows an efficient workflow. A single cable is seen. First, Cable #1 Built, immediately followed by Cable #1 Tested at a modern station showing a green PASS light. This results in immediate Success, shown with a large green checkmark, allowing for Cable #1 Packed. The diagram proves that one-piece flow identifies and corrects errors instantly, preventing batch rework loops.”
One-Piece Flow: Moving Quality to the Source
In a traditional “Batch and Queue” shop, cables are built in large quantities and then sent to a separate QC department. This creates a Waste of Inventory (piles of cables waiting in bins) and a Waste of Defects (if a machine setting is wrong, you don’t find out until 50 units are already faulty).
The Lean Alternative: One-Piece Flow
By integrating compact CableEye testers directly at the assembly bench, you move to a “One-Piece Flow” model. This doesn’t replace the QC department; it redefines their role for the better.
- Detecting, Not Inspecting: When testing happens during assembly, errors are caught instantly. This prevents the “Rework Loop” where QC has to send entire batches back to the floor.
- Jidoka (Autonomation): The tester acts as an automated quality guardian at the bench. If a wire is crossed, the process stops. This ensures that every unit reaching the QC department is already electrically sound.
- Quality cannot be “inspected-in: In a Lean environment, quality is “built-in.” By integrating Low-Voltage (LV) testing directly into the assembly cell, we empower the operator to verify every connection in real-time.
- From “Police” to “Engineers”: With basic continuity and assembly errors caught at the source, the QC team is freed from the repetitive “buzz-testing” of simple cables. They can focus on high-level validation, environmental testing, and ensuring the shop stays compliant with ISO or aerospace standards.
A Note on High-Voltage (HiPot): While LV testing catches 90% of assembly errors at the source, safety-critical applications may still require High-Voltage (HiPot) verification. Due to the unique safety and shielding requirements of HiPot, this remains a specialised stage of the Lean process. Read our dedicated guide on integrating HiPot, Insulation Resistance, and Dielectric Withstand testing into a Lean environment.
The Benefit of “Bench-Top” Verification
Moving the tester to the Gemba (the place where the work happens) creates a continuous flow of value:
- Reduced Lead Times: No more waiting for “QC to sign off the batch” before shipping. Each unit can be cleared as it is completed.
- Instant Feedback: If an operator makes a mistake, they see it immediately. This is a powerful “on-the-job” training tool that prevents bad habits from forming.
- Superior Traceability: Because the test is linked to the moment of assembly, the digital logs provided by CableEye software are more accurate, capturing the exact conditions of the build.
The Lean ROI: Reclaiming the Hidden Drain
Investing in CableEye technology isn’t an equipment purchase; it is a strategic strike against the “Hidden Drain” identified in our Iceberg at the top of this page. When you automate your test bench, the Return on Investment (ROI) is measured in three distinct categories of reclaimed waste:
1. Direct Labour Recovery
As shown in our
-
The Math: If your team builds 500 cables a month, you are currently spending 166 hours on manual testing. With CableEye technology, that drops to less than 2 hours.
-
The Result: You reclaim 164 hours of skilled labour that can now be spent on shipping new orders instead of probing old ones.
2. The “Rework Loop” Erasure
By using One-Piece Flow, you eliminate the risk of the 50-unit batch failure.
-
The Math: Every time you catch a swap-wire on Cable #1 instead of Cable #50, you save the cost of 49 sets of components and 49 hours of teardown labour.
-
The Result: Your “First Pass Yield” (FPY) moves toward 100%, and your scrap bin stays empty.
3. Scalability Without Headcount
In a traditional shop, more orders mean more “Test Specialists.” In a Lean shop, the Standardised Work provided by CableEye test systems allows you to scale production using your existing team. The “Knowledge” is in the system, meaning your throughput is no longer bottlenecked by a single person’s availability.
The Bottom Line: Most Cimbian customers see the system pay for itself within 6 to 12 months simply by eliminating the “Visible Losses” of scrap and rework. The long-term profit, however, comes from the “Hidden Gains” in capacity and customer trust.
Technical Case Study: The Barcode Integration
We recently implemented a unique 14-digit identity system for a client that integrated the Part Number, Works Order, and Serial Number into a single scan.
The Result: The CableEye system automatically identified the required connector adaptors, loaded the correct test parameters, and checked the network to see if the assembly had been seen before (preventing accidental duplicate testing).
The Lean Outcome: A tamper-proof seal is only printed upon a verified ‘PASS‘, ensuring no defective product can physically leave the station.
Benchmarking Your Lean Maturity
Theoretical understanding is only the first step toward eliminating the “Hidden Factory.” To move from “Good Enough” to “Optimised,” you need to quantify your current waste levels.
The Lean Cable Assembly Audit below provides an immediate diagnostic of your facility’s maturity across eight critical Lean vectors—from Poka-Yoke implementation to One-Piece Flow readiness.
The Diagnostic Outcome:
-
Identify the Infrastructure Gap: See exactly where your current manual testing is throttling your throughput.
-
Maturity Roadmap: Receive a bespoke PDF report categorising your facility (Level 1–5) with a direct integration path for CableEye technology automated testing.
-
Virtual Lead Engineer Review: Following your audit, we can provide a remote technical review of your specific schematics to demonstrate the barcode-driven logic required for your unique assembly mix.
If you found this page interesting please share it with your friends and colleagues.